
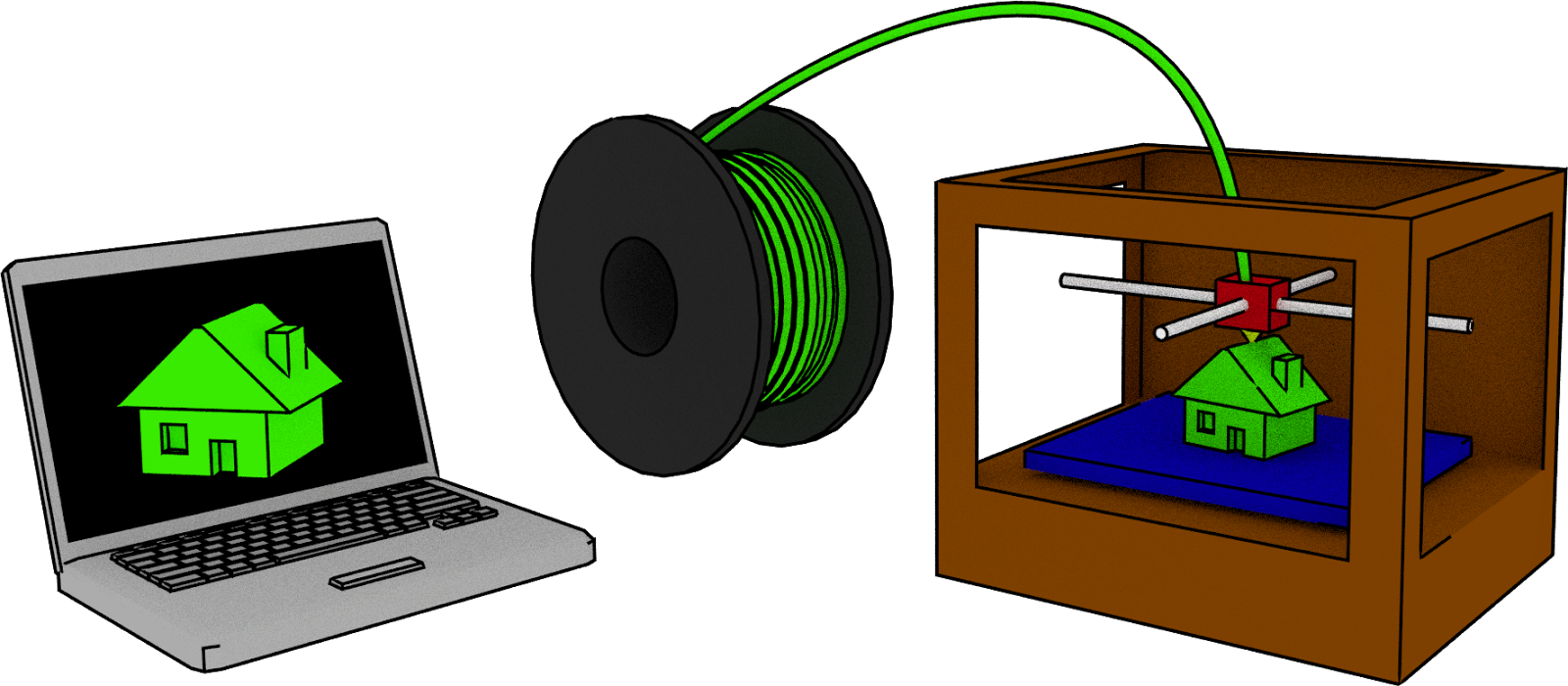
Once the instructions are in the 3D printer, the 3D printer activates to follow them and the movement system springs to life. FFF 3D printers have a system of motors designed to move in three directions; left-and-right (along the X-Axis), forward-and-backward (along the Y-Axis) and up-and-down (along the Z-Axis). Different 3D printers accomplish this movement in different ways. Some move the build platform along the Y, while moving the nozzle along the X and Z, other move the X and Y together at the top of the printer while the build plate moves up and down. Delta printers keep the build plate stationary while the nozzle does all the movement. However it is accomplished, the whole point is to move the hot end around in relation to the build plate.

The hot end is where the plastic filament comes out. It’s little more than a nozzle with a little hole in it, attached to a heater element to get it nice and hot, and a temperature sensor to make sure it’s not too hot. The whole point of the system is to melt and focus the plastic that is fed into it. So the next thing to talk about is the plastic.
FFF 3D printers use plastic, generally, that has been prepared by making it into a thin noodle called filament. Filament is generally would around a spool to feed easily into the 3D printer. Filament usually comes in one of two standard sizes, 1.75 mm and 3mm (which actually measures 2.85mm). Most FFF 3D printers are set up, with rare exception, to use one or the other, but not both. It’s important to know what your 3D printer uses so you don’t accidentally buy filament you can’t use.
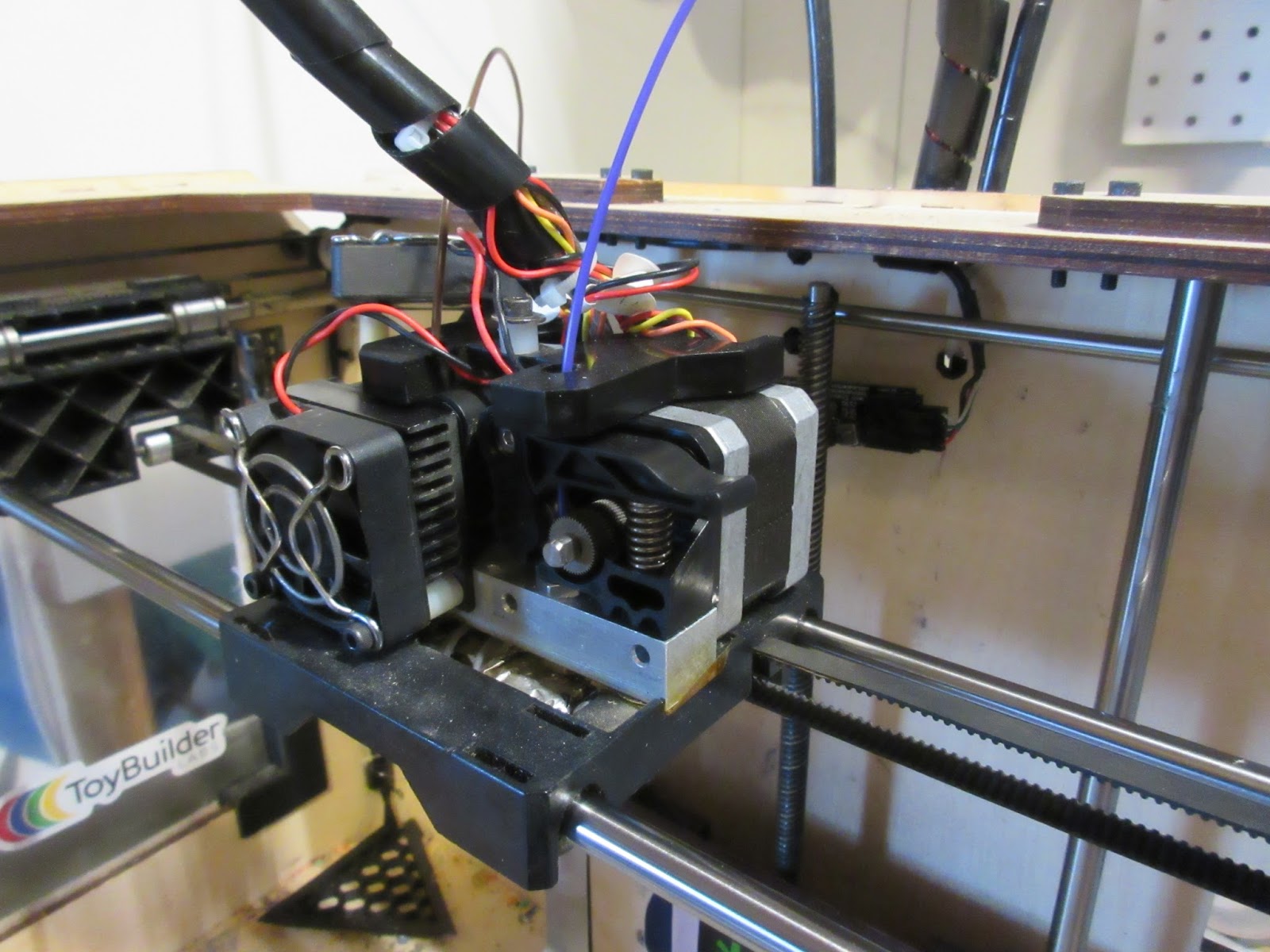 Filament is drawn into the 3D printer and down into the hot end by the feed system. The feed system is another motor driven component that uses a toothed gear to grab and pull the filament, with a system to push the filament against that feeder gear. Some have additional gears to trade torque for speed if necessary.
Filament is drawn into the 3D printer and down into the hot end by the feed system. The feed system is another motor driven component that uses a toothed gear to grab and pull the filament, with a system to push the filament against that feeder gear. Some have additional gears to trade torque for speed if necessary.
Some feed systems are close to the nozzle and are carried around with the hot end. Others are very far away from the hot end. It’s good to know where the feed system is in relation to the hot end. If the feed system is far from the hot end the movement system only needs to move the hot end around, reducing the weight it needs to carry around. But this system relies on the stiffness of the filament to carry the motion through to the hot end. If you’re using a softer filament like flexible filaments, and if there’s any gap in the system the flexible filament can go squishing out the wrong direction, potentially even winding itself around the feed system.

So far we’ve covered how the slicer creates the instructions the 3D printer follows, the movement system that moves the hot end around, and the filament that is driven by the feed system. Finally, it’s time to talk about where it all goes.

The build plate is a flat surface where the plastic is deposited layer-by-layer. The build plate may be the most important part of an FFF 3D printer when it comes to the success of a print because it needs to hold to the print while the print is happening, and release it after the print is done. If it releases too soon the print will fail, if it doesn’t release after the print is done it can be very frustrating and ruin a print.
Some build plates are heated, some are not. Some people use hairspray and glass, others use more exotic materials like polyetherimide (PEI) or materials manufactured for the purpose like BuildTak. Some 3D printers use disposable build plates designed to be consumed in the process.
If a print fails, it could be the fault of any of these parts. It helps to know the whole system to diagnose print problems.
- The slicer could have been run with bad settings
- The GCode could be corrupted or misread in transmission
- The movement system could be too sticky or too loose
- The filament could be inconsistent in it’s diameter
- The feed system could be gummed up or slipping
- The hot end could be broken
- The temperature sensor could be reporting bad temperatures
- The build plate might not be doing it’s job