There’s a lot of talk about this hot new slicer called Simplify3D. Simple to use but easy to configure. Hey, I’m all for that. MakerWare is a nightmare to configure. Plus any tie I can sever with the big jerk Makerbot the better. However, I did a little exploration with the help of some friends and discovered some things that MakerWare does that other’s don’t, things I’ve come to rely on, that makes me hesitate to pull the trigger on a new slicer.
So if the Simplify3D people, or anyone else writing a slicer for that matter, wants to know what it will take to win my business here is a very short list:
Easy to use, easy to configure. If I don’t have to open a text editor to change filament diameter I’d be very happy. (Of course having a mod to my machine that measures the incoming filament and adjusts on the fly would be even better, but that’s neither here nor there.)
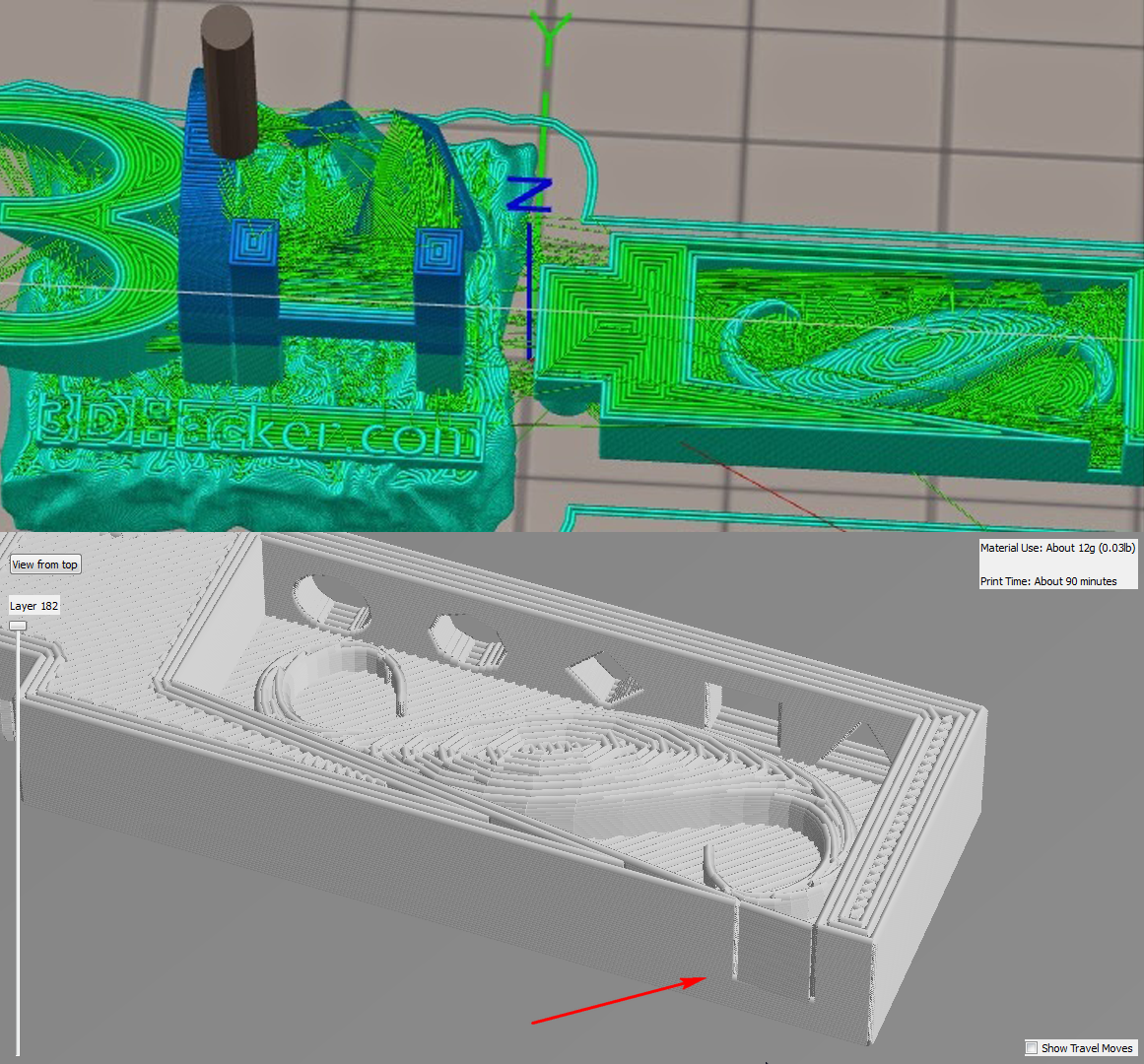
Implement spurs. In the image above Simplify3D on the top and Makerware on the bottom are slicing the same test model I made a while ago for 3DHacker. The wall at the bottom was designed to get too thin to print by conventional means. Most slicers, Simplify3D included, give up and leave a gap. MakerWare uses a technique they call “spur” to make a single shell thick wall. It doesn’t always work and it doesn’t always make the best result, but it’s been the key to success on more than one soap stamp in the past. Plus it fills in that gap that occurs when a wall is just the wrong thickness. I need spurs.
No extra shells on fill areas. This one noone is doing, but discovering someone is doing it would erode my hesitation to nothing (provided they’re doing spurs).
Shells create ugly prints. You end up with nested acute angles that can’t fill in. The feel of the top surface changes where it goes from drawing shells to filling in the layer. (Simplify3D’s shell fill option addresses the second point, but not the first, and I suspect causes the gap problem mentioned in the last point.) One easy way to address all these problems is to reduce the shells on your print to 1.
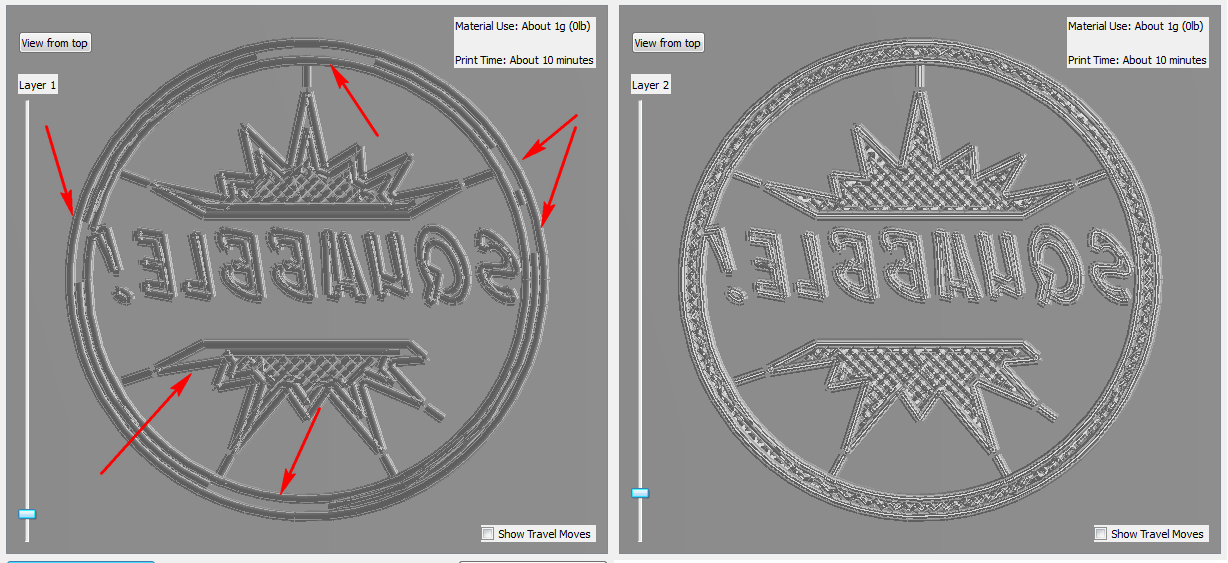
I took one of the Squirrel Squabble tokens to demonstrate this. The token on the left was sliced with 2 shells and it’s a mess. Wall gaps and tight angles where it doesn’t get the second shell in there. Mess. But on the right the model was resliced with only one shell and looks much better. However with only one shell the infill areas on other layers don’t have much between them and the outside of the print which can cause structural and delamination problems. So why can’t we have both? Single shells adjacent to the fill areas, and as many shells as we want adjacent to the infill areas?
There is it. Short list. Easy to use, easy to configure, spurs, and no extra shells on fill areas. Anyone who makes those three things happen and I’m all yours.