A lot of talk is made about resolution in 3D printing. What that means is the thickness of the layers. Individual layers are drawn in a continuous line so each layers doesn’t really get any more detail than the next one. However, being able to stack more layers makes it harder to see the individual layers resulting in a better print at the cost of taking longer.
A recent conversation with one MattF in the comments made me want to show the effect that thinner layers have and show off how thin I’ve been able to get my prints. It’s not earth shattering by any means, there are people doing much more impressive feats, but I think this will be educational.

First of all a little background. Layer heights, as everything is in 3D printing, are measured in millimeters. However, since with rare exception layer heights are less than 1 mm may people express layer heights in micrometers. So if they’re printing at 0.27mm they’ll say they’re printing at 270µm. However, since I have to look up every single time how to type µ (greek letter “mu”, pronounced “micro” in mathematics) I don’t do that myself. If you ever see anyone talking about micrometers you can convert that in your head just by sliding the decimal point 3 places to the left. So when people are talking about 10µm layer heights they’re talking about 0.010mm layer heights, which is really impressive and sure to make your print take forever. For the record I have never gotten it that low.
To insure all things stay equal I printed the same piece, the knight from SteedMake’rs Classic Chess set scaled down 50%, with the following settings: 10% infill, 3 extra shells, 100mm/s feedrate. The only thing I changed between them was the layer height. I chose this piece because it had a lot of nice surfaces for showing off the layers and I printed it small so the layer heights difference would be even more apparent. The times shown are from the skenforge estimate tool since I was not about to sit over every print with a stopwatch, but generally that estimate tends to be an accurate representation.
Finally before the analysis, remember to click on the pictures to get a good look at the details close up. here we go.

Layer height: 0.40mm. Print time: 9 minutes. AKA: Never Again.
This ugly little thing was done at a thicker layer height than I’ve ever tried. Makerbots have a 0.4mm nozzle so I was printing out layers as thick as the noodle was round. This shouldn’t have worked and it shows. It’s saggy, the layers don’t look like they quite stuck to each other and it’s clear that at nearly half a millimeter the layers are pretty apparent.

Layer height: 0.35mm. Print time: 10 minutes. AKA: My New “Coarse”.
This is also thicker than I’ve ever tried but the results are pretty good. Nice layer adhesion, a good looking print from a technical perspective and much better than 0.40mm. It’s amazing the difference 5/100th of a mm make. But it’s still very evident that this is a 3D print. The layers are course and you can feel them with your fingernail making a sound like one of those wood frog instruments.

Layer height 0.27mm. Print time: 14 minutes. AKA: Makerbot default.
Someone did some math and showed that 0.27mm was the perfect layer height for adhesion with a 0.4mm nozzle, so every new install of ReplicatorG or Makerware defaults to 0.27mm. Before this exercise I considered this my “Coarse” setting. It looks much better than 0.35mm. If you see something printed by Makerbot chances are this is the resolution they printed at. But without too much difficulty it’s easy to push a Makerbot a little further.

Layer height 0.20mm. Print time 19 minutes. AKA: My old default.
I don’t know why but 0.27mm just seemed silly to me, so when I started printing I almost immediately dropped my layer height to 0.20mm, a nice round number. I knew it would look better, but before this I never really looked that closely at how much better. At this layer height the layers are about the distance of the ridges in your fingerprints.

Layer Height: 0.15mm. Print time 26 minutes. AKA: Production quality.
If you buy anything in my store this is the layer height it will be printed at, and it’s easy to see why. At this point the layers become difficult to discern on flat sides and barely noticeable as “character” on steep inclines. This is really quality.
I’ve tried going as low as 0.10mm, but for some reason I can’t get the first layer to work, and if I can muscle past it the perimeters look really good, but fill layers tend to mess up at accelerated speeds. I could fiddle and see where exactly between 0.15 and 0.10 the breakdown occurs, but for now I’m pretty happy with 0.15 as a balance between speed and resolution. Now that I’m looking at the numbers I notice that time is increasing by more than a linear change as layer height decreases, which makes sense since the lower the layer height the more layers you have to to make up the difference for. So maybe 0.15 sits on the cusp of print times going out-of-control long.
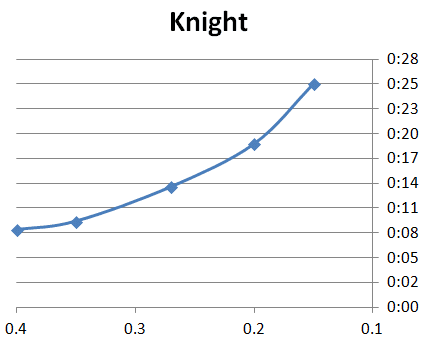 |
| Yup, it’s curving |
So there you have it. The next time someone wonders out loud what different layer height makes you can point them here with some pretty pictures to look at and compare and some numbers to ponder. And if you’re saying at this point “but Makerbot says their Replicator2 can do 0.100mm layer heights, I want to see that” just imagine the difference between 0.20mm and 0.15mm and keep going past 0.15mm that much. Enjoy!